
Strona główna » URZĄDZENIA SPAWALNICZE » TIG » Panele Sterowania » MTL panel podstawowy bez pulsacji i pamięci KEMPPI

MTL panel podstawowy bez pulsacji i pamięci KEMPPI
Dostępność: Ostanie sztuki
Czas wysyłki: 48 godzin
Koszt wysyłki: od 25,00 zł
Numer katalogowy: 0116116000
Kod producenta: 6116000
Stan produktu: Nowy
- Opis produktu
- MTL Kemppi MasterTig MLS 4000
MT panel podstawowy bez pulsacji i pamięci KEMPPI
- Wybór sposobu zajarzenia podczas spawania TIG: precyzyjne z wysoką częstotliwością lub kontaktowe
- Zadawanie czasu przed-gazu i po-gazu
- Wybór sposobu obsługi uchwytu (2T lub 4T)
- Opcje zdalnego sterowania i konfiguracji
- Kontrola krzywej narastania i opadania prądu spawania
- Kontrola impulsu zajarzenia MMA i funkcja testu gazu
- Kontrola dynamiki łuku MMA
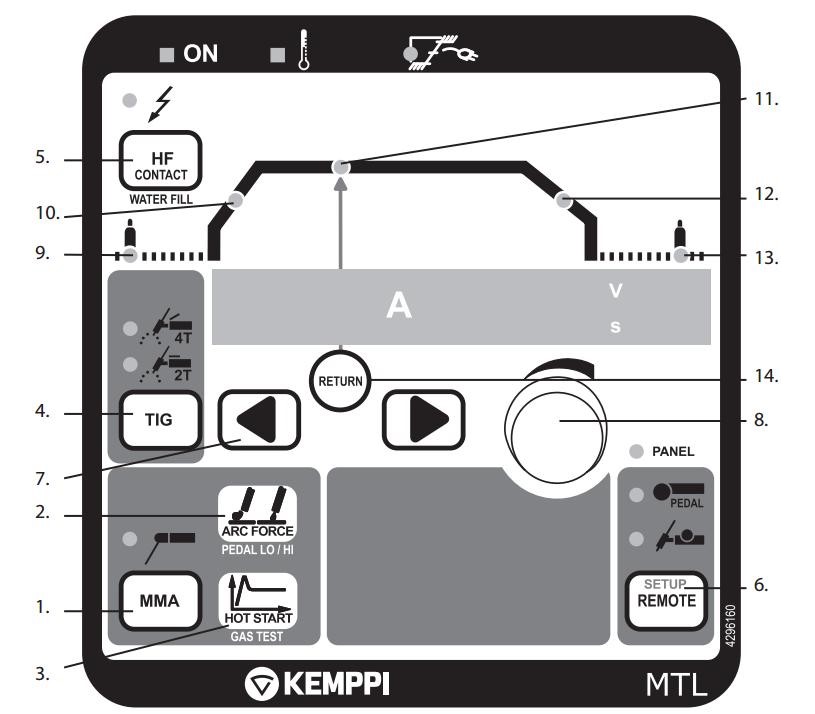
1. MMA
Naciśnięcie przycisku powoduje wybranie spawania metoda MMA co sygnalizowane jest zapaleniem się odpowiedniej lampki kontrolnej.
2. Dynamika łuku
Po naciśnięciu przycisku na wyświetlaczu pojawi się wartość odpowiadającą bieżącej dynamice łuku. Zmiany wartości dokonujemy za pomocą pokrętła regulacji parametrów spawania. Wartości ujemne ( 1... 9) dają łuk bardziej miękki i mniejsza ilość odprysków. Najmniejszą ilość odprysków występuje przy spawaniu prądem o natężeniu zbliżonym do górnej granicy zakresu zalecanego dla danej elektrody. Wartości dodatnie dają łuk twardy. W metodzie TIG przycisk umożliwia regulacje zakresu działania pedału sterującego.
3. Gorący start
Po naciśnięciu przycisku na wyświetlaczu pojawi się bieżąca wartość impulsu początkowego dla funkcji gorącego startu. Zmiany wartości dokonujemy za pomocą pokrętła regulacji parametrów spawania. W metodzie TIG przycisk uruchamia funkcje testu gazu.
4. Spawanie TIG
4. 1 taktowy sposób pracy uchwytu
Naciśnięcie włącznika na uchwycie rozpoczyna wypływ gazu. Po upływie ustawionego czasu wypływu gazu następuje zajarzenie łuku a natężenie prądu rośnie w ustawionym czasie aż do momentu osiągnięcia wartości roboczej. Zwolnienie włącznika uchwytu powoduje rozpoczęcie opadania prądu w ustawionym czasie az do momentu zgaszenia łuku. Po zgaszeniu łuku trwa wypływ gazu osłonowego w ustawionym czasie końcowego wypływu gazu.
4. 2 taktowy sposób pracy uchwytu
Naciśnięcie włącznika na uchwycie rozpoczyna wypływ gazu. Zwolnienie włącznika powoduje zajarzenie łuku i rozpoczęcie narastania natężenia prądu w ustawionym czasie aż do momentu osiągnięcia wartości roboczej. Ponowne naciśnięcie włącznika nie przerywa spawania. Dopiero ponowne zwolnienie włącznika spowoduje opadania natężenia prądu w ustawionym czasie az do zgaszenia łuku. Po zgaszeniu łuku trwa wypływ gazu osłonowego w ustawionym czasie końcowego wypływu gazu.
5. Zajarzanie HF/ kontaktowe
Przy spawaniu TIG zajarzenie łuku może odbywać się za pomocą iskry o wysokiej częstotliwości lub kontaktowo. Naciśnięcie przycisku powoduje wybranie metody HF co sygnalizowane jest zapaleniem się lampi.
6. Zdalne sterowanie
Aby kontrolować pracę spawarki za pomocą układu zdalnego sterowania należy podłączyć układ i nacisnac przycisk celem wybrania pożądanego sposobu sterowania. Układy zdalnego sterowania wyposażone w potencjometry są automatycznie rozpoznawane dlatego wystarczy wybrać jedynie symbol podłączonego układu. Pedał sterujący działa tylko w 2 taktowym sposobie pracy uchwytu.
8,9,10,11 i 12. Regulacja parametrów spawania
Naciśnięcie przycisku powoduje wybranie spawania metoda MMA co sygnalizowane jest zapaleniem się odpowiedniej lampki kontrolnej.
2. Dynamika łuku
Po naciśnięciu przycisku na wyświetlaczu pojawi się wartość odpowiadającą bieżącej dynamice łuku. Zmiany wartości dokonujemy za pomocą pokrętła regulacji parametrów spawania. Wartości ujemne ( 1... 9) dają łuk bardziej miękki i mniejsza ilość odprysków. Najmniejszą ilość odprysków występuje przy spawaniu prądem o natężeniu zbliżonym do górnej granicy zakresu zalecanego dla danej elektrody. Wartości dodatnie dają łuk twardy. W metodzie TIG przycisk umożliwia regulacje zakresu działania pedału sterującego.
3. Gorący start
Po naciśnięciu przycisku na wyświetlaczu pojawi się bieżąca wartość impulsu początkowego dla funkcji gorącego startu. Zmiany wartości dokonujemy za pomocą pokrętła regulacji parametrów spawania. W metodzie TIG przycisk uruchamia funkcje testu gazu.
4. Spawanie TIG
4. 1 taktowy sposób pracy uchwytu
Naciśnięcie włącznika na uchwycie rozpoczyna wypływ gazu. Po upływie ustawionego czasu wypływu gazu następuje zajarzenie łuku a natężenie prądu rośnie w ustawionym czasie aż do momentu osiągnięcia wartości roboczej. Zwolnienie włącznika uchwytu powoduje rozpoczęcie opadania prądu w ustawionym czasie az do momentu zgaszenia łuku. Po zgaszeniu łuku trwa wypływ gazu osłonowego w ustawionym czasie końcowego wypływu gazu.
4. 2 taktowy sposób pracy uchwytu
Naciśnięcie włącznika na uchwycie rozpoczyna wypływ gazu. Zwolnienie włącznika powoduje zajarzenie łuku i rozpoczęcie narastania natężenia prądu w ustawionym czasie aż do momentu osiągnięcia wartości roboczej. Ponowne naciśnięcie włącznika nie przerywa spawania. Dopiero ponowne zwolnienie włącznika spowoduje opadania natężenia prądu w ustawionym czasie az do zgaszenia łuku. Po zgaszeniu łuku trwa wypływ gazu osłonowego w ustawionym czasie końcowego wypływu gazu.
5. Zajarzanie HF/ kontaktowe
Przy spawaniu TIG zajarzenie łuku może odbywać się za pomocą iskry o wysokiej częstotliwości lub kontaktowo. Naciśnięcie przycisku powoduje wybranie metody HF co sygnalizowane jest zapaleniem się lampi.
6. Zdalne sterowanie
Aby kontrolować pracę spawarki za pomocą układu zdalnego sterowania należy podłączyć układ i nacisnac przycisk celem wybrania pożądanego sposobu sterowania. Układy zdalnego sterowania wyposażone w potencjometry są automatycznie rozpoznawane dlatego wystarczy wybrać jedynie symbol podłączonego układu. Pedał sterujący działa tylko w 2 taktowym sposobie pracy uchwytu.
8,9,10,11 i 12. Regulacja parametrów spawania